
新闻中心
联系我们
电话:13550381787 13881970596
邮箱:1761337076@qq.com
地址:成都市龙泉驿区成龙大道三段388号(卡尔中心)
学校动态
您现在所在的位置:网站首页 > 学校动态 金属切削基础知识
发布者:成都欧凱自动化职业技能培训学校 发布时间:2019-12-15
1-1 金属切削的基本概念
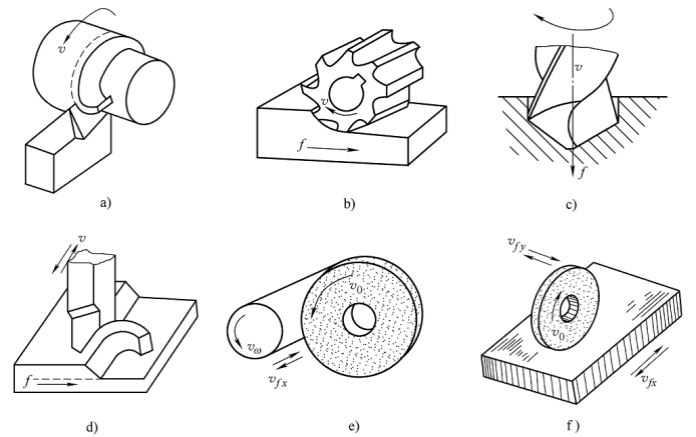
常见的金属切削方法
a)车削 b)铣削 c)钻削 d)刨削 e)外圆磨削 f)平面磨削
一、切削运动
1.主运动
由机床或人力提供的主要运动,它促使刀具和工件之间产生相对运动,从而使刀具前面接近工件。主运动的速度最高,所消耗的功率最大。
2.进给运动
由机床或人力提供的运动,它使刀具与工件之间产生附加的相对运动,加上主运动,即可不断地或连续地切除切屑,并得出具有所需几何特性的已加工表面。
3.切削时的工件表面
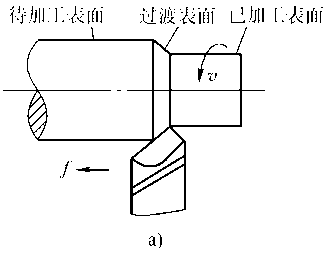
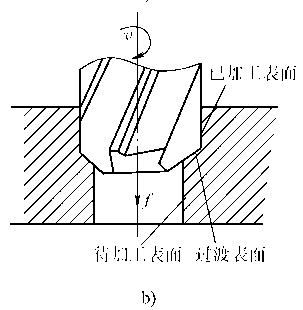
(1)待加工表面 工件上有待切除之表面。
(2)已加工表面 工件上经刀具切削后形成的表面。
(3)过渡表面 工件上由切削刃形成的那部分表面,它在下一切削行程,刀具或工件的下一转里被切除,或者由下一切削刃切除。
二、切削用量
切削用量是指切削过程中切削速度、进给量和切削深度的总称,也称为切削用量三要素。它是衡量切削运动大小的参数。
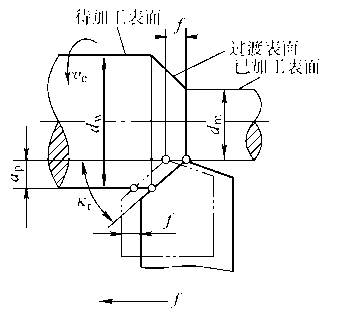
车削外圆时的切削用量
1.切削速度(vc)
切削速度是指刀具切削刃上选定点相对于工件待加工表面在主运动方向上的瞬时速度(即主运动的线速度),单位为m/min。
车削时切削速度的计算式为:
vc =
式中 dω——工件待加工表面直径,mm;
n——工件转速,r/min。
2.进给量(f)
进给量是指刀具在进给运动方向上相对工件的位移量,可用刀具或工件每转或每行程的位移量来表述和度量。
如车削时的进给量为工件每转一转,车刀沿进给运动方向移动的距离,单位为mm/r。
3.切削深度(αp)
切削深度一般指工件上已加工表面和待加工表面间的垂直距离,单位为mm。
车削外圆时切削深度的计算式为:
ap=(dω-dm)/2
式中 dω——工件待加工表面直径,mm;
dm——工件已加工表面直径,mm。
三、切削用量的选择
1.切削深度的选择
粗加工时,除留出的精加工余量外,剩余加工余量尽可能一次切完。如果余量太大,可分几次切去,但第一次走刀应尽量将ap取大些。精加工时,切削深度要根据加工精度和表面粗糙度的要求来选择。
2.进给量的选择
在切削用量三要素中进给量的大小对表面粗糙度的影响最大,因此,粗加工时,f可取大些;精加工时,f可取小些。各种切削加工的进给量可根据进给量表选择确定。
3.切削速度的选择
切削速度应根据工件尺寸精度、表面粗糙度、刀具寿命的不同来选择,具体可通过计算、查表或根据经验加以确定。

上一条:提高齿轮加工精度的有效策略分析
下一条:数控加工的工艺特点及加工工艺内容