新闻中心
联系我们
电话:13550381787 13881970596
邮箱:1761337076@qq.com
地址:成都市龙泉驿区成龙大道三段388号(卡尔中心)
学校动态
您现在所在的位置:网站首页 > 学校动态UG数控编程培训:UG四轴编程方法加工讲解
A.零件的建模:梅花滚筒ф100×300
建模时要特别小心:在草图上作出梅花的曲线后,采用缠绕的方法使曲线附着在圆柱上。
图案的深度是5mm,而不在同一平面上的曲线拉伸后成的是片体。所以采用片体修剪,缝合成实体,再与圆柱求差的方法。因而Z初拉伸时可以开始为-2结束为8,上下多2mm。
要保证图案的深度,在作修剪圆片体时,草图YZ平面上的ф100的圆心向-Z平移5mm即可。
注意修剪片体时的方法,采用曲线修剪省事,先修剪原点的圆柱片体。
作出第一个实体后,采用变换的方法(实例特征不支持)作出其他七个。
Z后与圆柱体求差。
B.加工过程:
C.加工参数:
1)粗加工
切削模式:跟随周边,步距:%刀具平直,平面直径百分比:20,每一刀的深度:1,
【切削层】类型:用户定义,已测量从:顶层,范围深度:5.0 其他默认就行。
其结果如下:
对其进行变换,结果:
中其中,CAVITY_MILL_1_1为第一个(即原始生成的)CAVITY_MILL_2_1为将CAVITY_MILL_1_1轴向(+X)平移100复制出来的。其他6个刀轨为"绕直线旋转""Multiple Copies"(多重复制)出来的。
2)精加工腔(采用可变轴铣,即4轴联动)
a.采用边界的驱动方式来限制刀具的切削区域创建的边界生成的刀轨边界只能创建在平面上,所以刀轨在上下显得余量很大
b.其他采用精加工的默认参数即可。
3)精加工侧壁
驱动几何体:曲线
(由边缘曲线采用3mm所得)生成的刀具轨迹
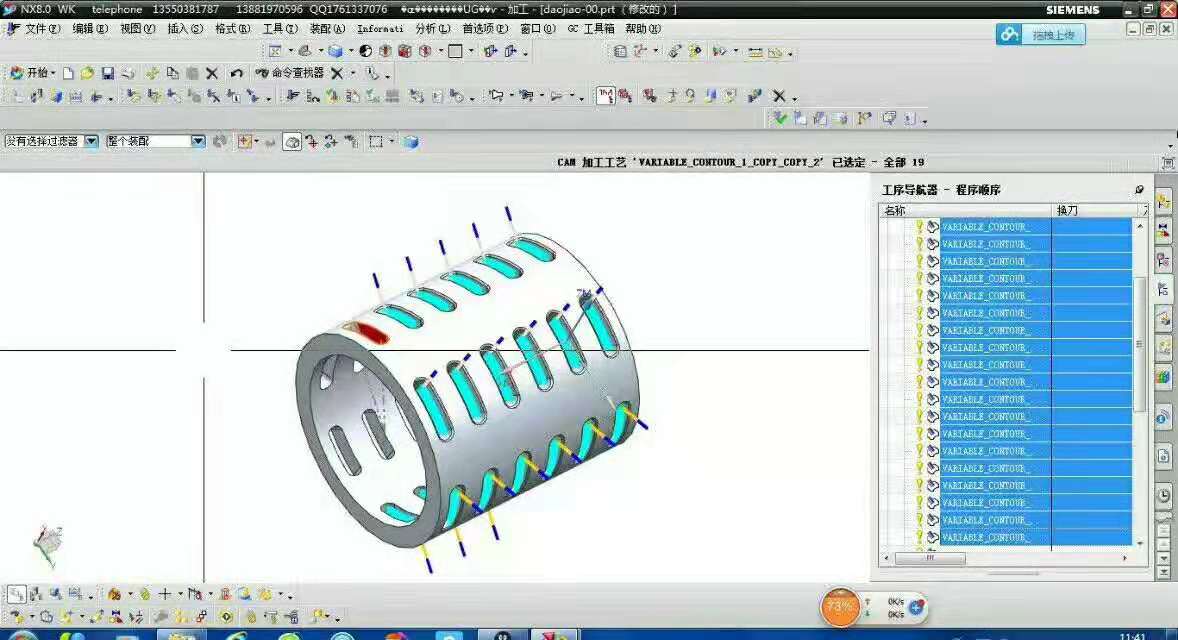
D.程序顺序视图
粗加工
精加工腔
精加工侧壁
E.采用NX自带的机床仿真
由于采用一半的圆柱体作为毛坯
F.创建带A轴的后处理器
1)设置A轴参数
2)其他参数
3)分别在程序头和程序尾添加一些注解
文件信息,包括NC生成的日期、零件名称及路径、
NC的名称。
主轴停转
加工完毕返回程序开始
所用加工时间
NC程序的大小
4)选择新建的后处理器
5)生成的NC程序
程序头部分 程序尾部分
G.采用Vericut仿真数控程序
1)构建机床模型
由NX自带的机床模型导出STL文件,再将这些STL文件导入Vericut中
机床模型及项目树
地址: 成都市龙泉驿区成龙大道三段388号欧凱自动化培训
周老师: 13550381787