
新闻中心
联系我们
电话:13550381787 13881970596
邮箱:1761337076@qq.com
地址:成都市龙泉驿区成龙大道三段388号(卡尔中心)
学校动态
您现在所在的位置:网站首页 > 学校动态螺纹的主要功能为:
- 实现机械耦合
- 通过将旋转/线性运动转化为线性/旋转运动来传递运动
- 实现机械效益;利用较小的力产生较大的力。
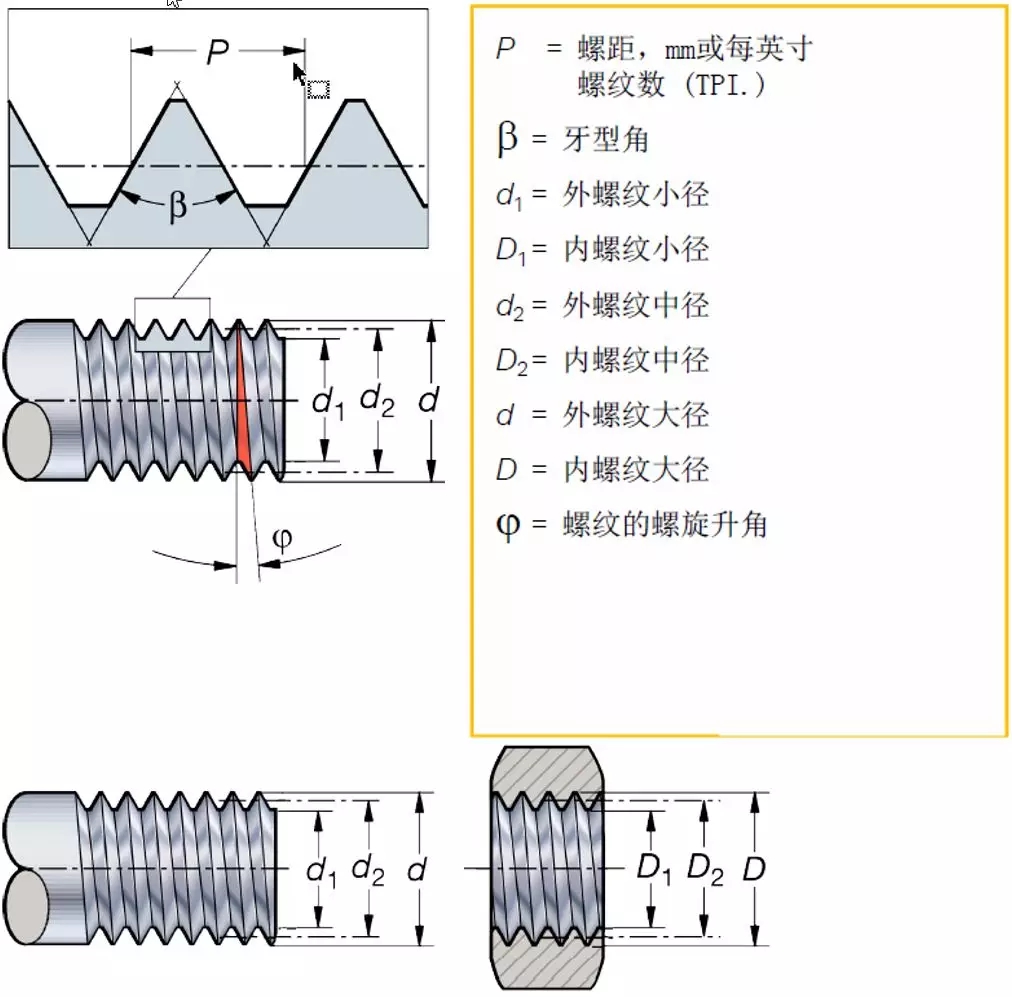
螺纹牙型:
螺纹牙型定义了螺纹的几何形状,包括零件直径 (大径、中径和小径)、螺纹牙型角、螺距、半径和螺旋升角。
.jpg)
最常见的螺纹牙型:

螺纹加工:
有适合不同零件、螺纹牙型和螺距的各种螺纹加工方法和刀具。每种螺纹加工方法和刀具在特定情况下都有其自己的优点。
螺纹加工的初始考虑因素:
这些初始考虑因素将影响螺纹加工方法、螺纹加工刀具及其应用方式的选择。
螺纹:
考虑待加工螺纹的以下尺寸和质量要求:
外螺纹还是内螺纹?
螺纹牙型 (例如公制、UN)
螺距
右旋还是左旋螺纹?
螺纹头数
公差 (牙型、位置)
零件:
考虑特征之后,观察零件:
工件能否安全夹紧?
排屑或切屑控制是否是关键问题?
材料是否具有良好的断屑特性?
零件生产批量。
单头或多头螺纹
机床:
机床考虑因素包括:
稳定性、功率和扭矩,特别是对于较大直径
切削液和冷却液供应
是否需要高压冷却液来对长切屑材料断屑?
适合所选螺纹加工方法的可用刀位数量
转速限制,特别是对棒材进给机和小直径
夹紧可能性,是否有副主轴或尾座?
是否提供有螺纹加工循环?
螺纹加工方法:
每种螺纹加工方法在特定情况下都有其自己的优点。
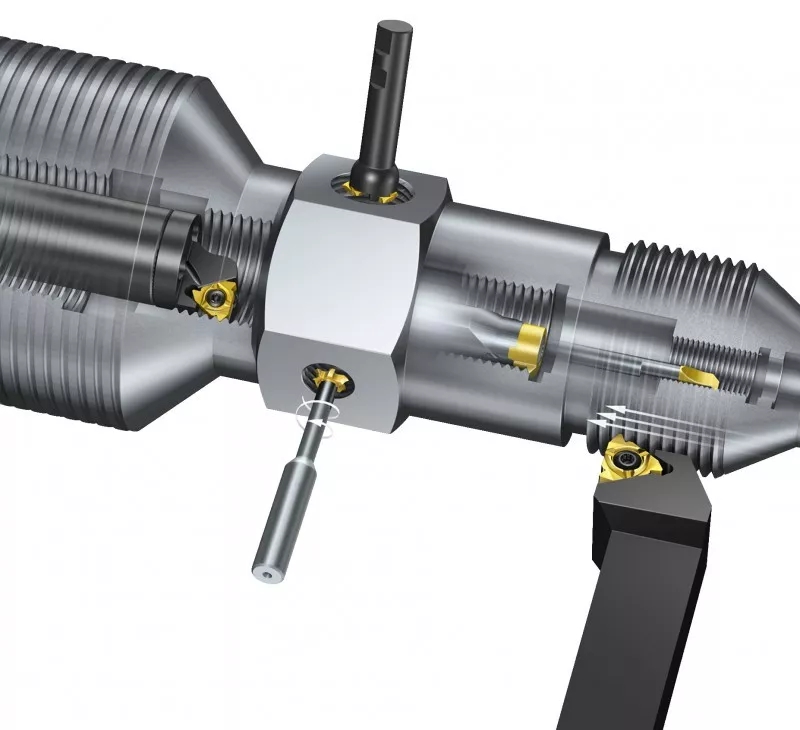
螺纹车削
高生产率的螺纹加工方法
对围绕旋转中心旋转的零件加工螺纹
涵盖螺纹牙型的数量最多
一种简便的众所周知的螺纹加工工艺
提供良好的表面质量和螺纹质量

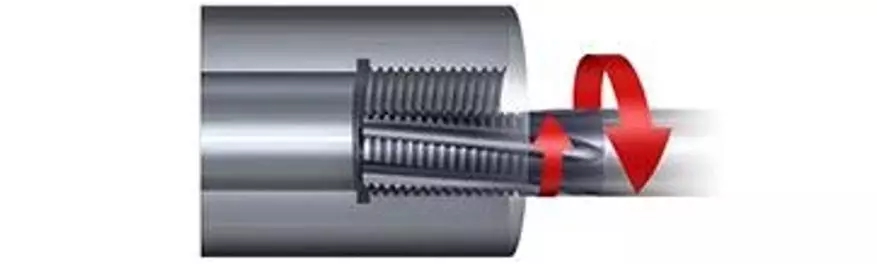
螺纹铣削
对非旋转零件加工螺纹,在旋转零件的旋转中心之外加工螺纹
断续切削在加工所有材料时都能确保良好的断屑性能
低切削力使其能够在长悬伸和薄壁零件中加工螺纹
能够靠近台肩或底部加工螺纹,而无需使用退刀槽
可以加工不易安装到车床上的大型工件
能够加工大直径螺纹,且功率和扭矩要求低
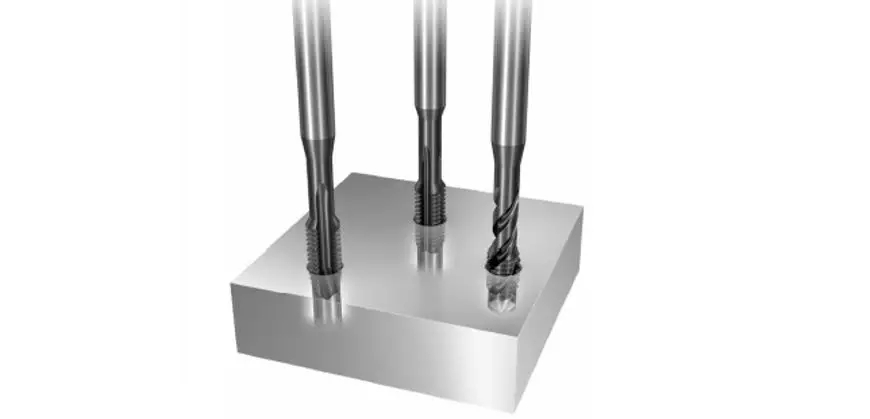
攻丝
一项众所周知的简单的螺纹加工工艺
生产率高且经济的螺纹加工方法,尤其适用于加工较小的螺纹
涵盖最常用螺纹牙型
适用于各种各样的机床,既能加工旋转零件,又能加工非旋转零件
种类繁多的材料特定产品可确保良好的切屑控制
容易进行深孔螺纹加工
可以进行成形螺纹加工
可提供高质量螺纹
螺纹旋风铣
适用于细长零件,例如螺钉
能够加工出高质量的螺纹,而不会弯曲
只需单次走刀便可去除所有余量,从而缩短生产周期
通过将旋风铣刀盘倾斜至螺旋升角加工精确的螺纹
良好的切屑控制能够实现更加连续的高生产率加工
需要具有螺纹旋风铣能力的机床

螺纹车削加工需要考虑的一些关键因素:
• 在螺纹车削前检查工件直径是否有正确的加工余量,增加0.14mm作为牙顶余量。
• 在机床中精确定位刀具。
• 检查切削刃相对于中径的设置。
• 确保使用正确的刀片槽型 (A、F或C)。
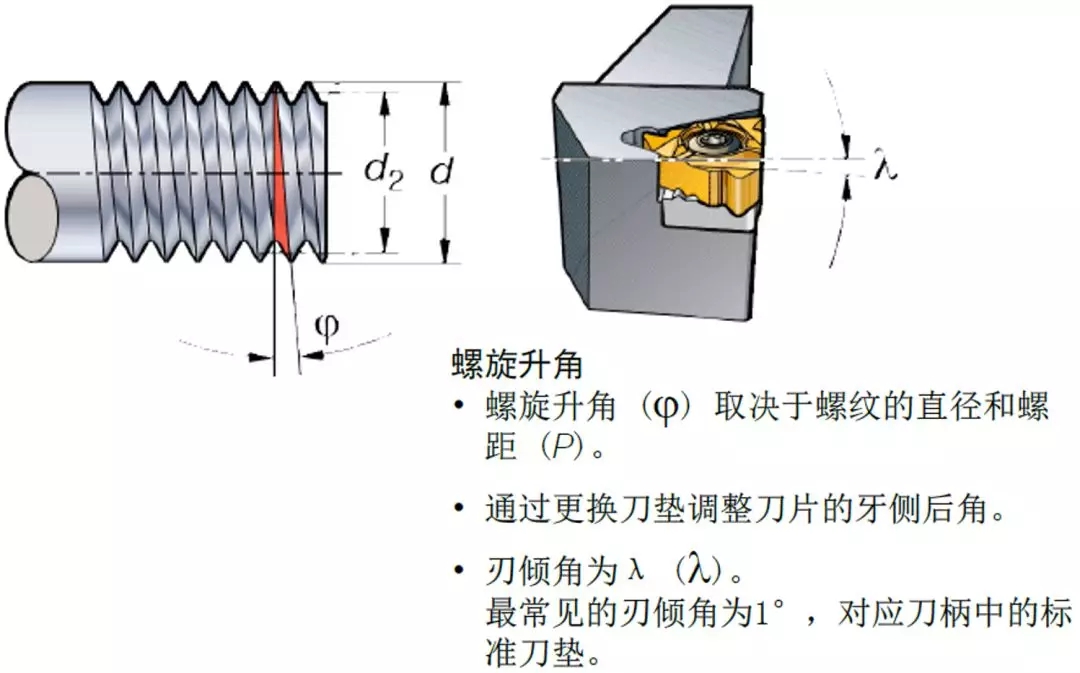
• 通过选择合适的刀垫确保有充足且均匀的间隙 (刀片-刀垫刃倾角),以获得正确的牙侧间隙。
• 如果螺纹不合格,则检查包括机床在内的整个装夹。
• 检查螺纹车削可用的数控程序。
• 优化进刀方法、走刀次数和尺寸。
• 确保正确的切削速度以满足应用要求。
• 如果工件螺纹的螺距错误,则检查机床螺距是否正确。
• 在切入工件之前,建议刀具应以3倍螺距的最小距离开始。
• 高精度冷却液能够延长刀具寿命并改善切屑控制。
• 快换系统可确保简单快速的装夹。
• 为了实现最佳生产率和刀具寿命,首选为多牙型刀片,第二选择为全牙型单刃刀片,第三选择为V牙型刀片。
攻丝加工孔尺寸和公差:
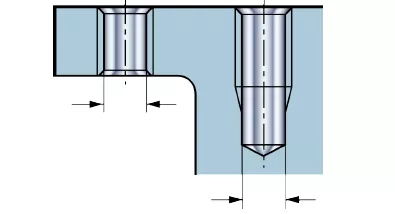
切削丝锥底孔尺寸的基本计算:
D = TD - TP
D = 孔径
TD = 名义螺纹直径
TP = 螺距
M10 x 1.5切削丝锥的孔尺寸:
10-1.5=8.5mm
挤压丝锥底孔尺寸的基本计算:
D = TD - (TP/2)
D = 孔径
TD = 名义螺纹直径
TP = 螺距
M10 x 1.5挤压丝锥的钻头尺寸:
10-(1.5/2)=9.3