
新闻中心
联系我们
电话:13550381787 13881970596
邮箱:1761337076@qq.com
地址:成都市龙泉驿区成龙大道三段388号(卡尔中心)
学校动态
您现在所在的位置:网站首页 > 学校动态数控车床的编程特点
发布者:成都欧凱自动化职业技能培训学校 发布时间:2019-11-24
•数控车床上工件的毛坯大多为圆棒料,加工余量较大,一个表面往往需要进行多次反复的加工。如果对每个加工循环都编写若干个程序段,就会增加编程的工作量。为了简化加工程序,一般情况下,数控车床的数控系统中都有车外圆、车端面和车螺纹等不同形式的循环功能。
• 2)数控车床的数控系统中都有刀具补偿功能。刀具补偿功能为编程提供方便,编程人员可以按工件的实际轮廓编写加工程序。在加工过程中,对于刀具位置的变化、刀具几何形状的变化及刀尖的圆弧半径的变化,都无需更改加工程序,只要将变化的尺寸或圆弧半径输入到存储器中,刀具便能自动进行补偿。
• 3)数控车床的编程有直径、半径两种方法。所谓直径编程是指X轴上的有关尺寸为直径值,半径编程是指x轴上的有关尺寸为半径值。常见的车床如CK0630数控车床中的编程均采用直径编程。
• 4)为了提高机床径向尺寸的加工精度,数控系统在x方向的脉冲当量应取Z方向的脉冲当量的一半。例如,经济型数控车床中,Z轴的脉冲当量为0.01mm/P,X轴的脉冲当量取0.005mm/P。
•数控车床基本编程方法
•1.数控车床编程坐标系(工件坐标系)的建立
• 编程坐 标系如下图所示: Z轴与机械坐标系的Z轴重合,正方向是远离卡盘的方向;X 轴与 Z 轴相垂直,正方向亦为刀架远离主轴轴线的方向。
•
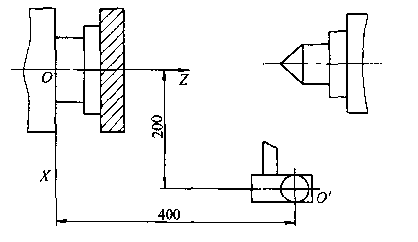
车床坐标系与车削加工工件坐标系
•确定工件坐标系原点位于“O”的两种方法
•(1) G50 X400 Z400 指定工件坐标系的原点在“O”点
(2a)用OFFSET面板命令将G54的偏差寄存器的值设为X=400;Z=400
(2b) 在工件的加工程序里用G54指定工件坐标系的原点在“O”点
n程序的起点就称为程序原点(程序启动刀具初始位置)(有时还称为起刀点),G28命令刀具(具体指刀位点)快速移动,经X与Z指定的中间点到程序原点R点(经中间点绕行的目的是避开可能的障碍)G29命令刀具快速经G28指定的中间点到达G29 X—Z—指定的终点
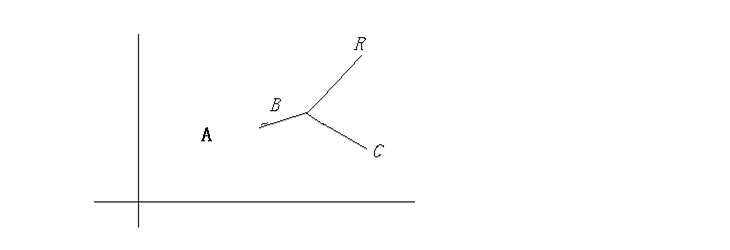
nG28路线:A-----B-------R
nG29路线:R---B------C
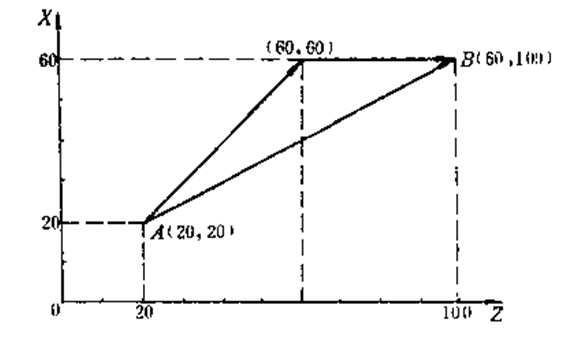
3、快速点位定位指令G00
G00指令是模态代码,它命令刀具以点定位控制方式从刀具所在点快速运动到下一个目标位置。它只是快速定位,而无运动轨迹要求。其指令书写格式是: G00 X(U)——Z(w)——;
刀具整个运动轨迹一般不是直线,而是两条线段的组合。例如下图所示: 从起点A快速运动到目标点B。
上一条:数控加工的工艺特点及加工工艺内容
下一条:剖视图的形成、画法及标注